

Zveřejněno: 11.03.2018 23:25,Kategorie: Návod,Zhlédnuto: 1438x,Komentářů: 4x,Hodnocení: 5.00 od 2 uživatelů
Aerodynamika vratného výplachu válce je ve skutečnosti o něco složitější, než jak je popisováno v učebnicích a propagačních materiálech.
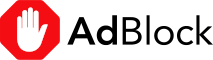
Jeden takový pohled na tento děj je na obrázku francouzského kreslíře. Po otevření výplachových kanálů jsou dva proudy směsi směřovány tangenciálně ze stran k zadní stěně válce, kde se spojí, otočí vzhůru a vytlačí před sebou zbylé spaliny z válce a spalovacího prostoru.
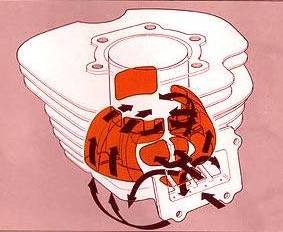
Pro naše zkoumání si zkusíme tento děj představit ve dvou pohledech, ve směru shora v ose válce, a v řezu přes přepouštěcí kanály. Tvar kanálů na obrázku zhruba odpovídá původnímu patentu DKW/Schnürle. Kanály mají obdélníkový průřez, zadní stěny kanálů se pomyslně protínají poblíž zadní stěny válce a svírají úhel mezi 90° až 130°. V podélném řezu směřují kanály mírně nahoru se sklonem 5° až 20°. Kanál je zakřivený ... a tady pozor ...

V zakřiveném kanále se začne projevovat to samé, co v každé zatáčce - odstředivá síla. Na obrázku dole je průchod směsi kanálem rozfázován. Pomineme nyní turbulentní způsob proudění směsi v klikové skříni a na vstupu do kanálu. Pokud je kanál dostatečně dlouhý, ve střední části kanálu by měl být relativně laminární proud. Působí zde však tření plynu o stěny kanálu, takže nejvyšší rychlost proudu je uprostřed a na stěnách v mezní vrstvě je rychlost nulová. Rychlostní profil je na obrázku u fáze 1, vedle podélného řezu kanálem je příčný řez s rychlostními izočárami.
Jakmile se kanál začne zakřivovat, odstředivá síla začne proud plynu tlačit na vnější stranu zakřivení. Vzniká zde oblast vyššího statického tlaku, v příčném řezu kanálem označená červeně, a oblast nižšího tlaku na menším poloměru označená modře. Protože u bočních stěn je menší rychlost proudu než uprostřed kanálu, je zde i menší účinek odstředivé síly (ta roste s kvadrátem rychlosti proudu) a plyn se začíná tlačit od středu vnější stěny k bočním stěnám, kolem bočních stěn k vnitřní straně zakřivení. Nakonec tato druhá fáze přejde do třetí fáze, kdy dojde ke vzniku sekundárního proudění napříč kanálem. To samozřejmě znamená ztráty, ale také změnu rychlostního profilu, kdy se z jednoho proudu plynů stávají dva proudy, navíc roztočené ve dvou vírech proti sobě.

Na výstupu do válce přejde zakřivení opět do rovné části. Zadní stěna kanálu je ovšem o něco delší než stěna bližší výfuku a proud u zadní stěny se vlivem tření zpomalí. To má za následek, že v oblasti kolem rychlejšího proudu je nižší statický tlak, než je v oblasti kolem zadního pomalejšího proudu. Tento rozdíl tlaků pak způsobí, že zadní proud je strháván směrem k výfuku, výplach je nedokonalý, se ztrátami směsi do výfuku a velmi nestabilní, citlivý na tlakové rozruchy v oblasti výfukového kanálu.
Pro zajištění dobrého výplachu je tedy potřeba dodržet tři pravidla. První pravidlo je omezit sekundární proudění. To znamená co nejmenší zaoblení v koutech hranatého kanálu, kanály dělat s povrchem vyhlazeným ve směru proudu, nikoli však vyleštěným. Druhé pravidlo - vhodným tvarováním dosáhnout rychlejšího proudění u zadní stěny kanálu, což není v tomto případě konstrukčně úplně snadné. Třetí pravidlo nelze aplikovat vždy - čím větší je poloměr zakřivení kanálu, tím menší jsou odstředivé síly. Například u motorových pil by větší poloměr znamenal neakceptovatelné zvýšení hmotnosti válce.
Na obrázcích dole jsou historické konstrukce přepouštěcích kanálů. První je již zmíněná DKW RT 125 s hranatými kanály. Z pohledu technologa ve slévárně jsou ovšem hranaté kanály velkou nepříjemností. Jaderníky mají komplikovanou dělicí rovinu a odlitky s ostrými kouty se musí pečlivé odlévat, vzniká pnutí a staženiny. Následují příklady poválečné československé výroby, typy 250/373, 175/356 a 350/634, kde dostala prostor technologie. Představu o účinnosti takových kanálů nechť si udělá každý sám.




Jak se Vám líbil tento článek?
vychadzam z toho, ze drsny povrch sposobuje turbulentne prudenie (odpor trenia nazvany v clanku) a tym padom prudenie v kanali nieje laminarne (presne tak) ako je znazornene na obrazku - ale podobne samozrejme. Lesteny kanal teda len teoreticky znizi toto turbulentne prudenie na povrchu kanalu (znizi odpor) a umozni vyssiu rychlost a rovnomernejsie prudenie priblizene viac tomu "laminarnemu" na obrazku. Vysledny efekt by v konecnom dosledku nemal znamenat negativny vplyv na rozdiel tlakov / rychlosti prudenia, ale ani pozitivny, co by malo platit od istej drsnosti povrchu po vylesteny kanal. Naopak velka drsnost povrchu (extremne velka) by mohla mat za nasledok velkych rozdielov prudenia a nepredvidatelne turbulentne spravanie (pre kazdu rychlost iny profil) na vstupe do valca.
Kazdopadne to vyzera tak ze problemom s "nizkotlakou" vetvou preplachu sa da predchadzat vzdialenostou "prednej" hrany od vyfukovej ( som si musel clanok precitat 2x aby som pochopil prednu a zadnu hranu). Minimalna vzdialenost je myslim 0,8-1cm.
...ale samozrejme sa mozem mylit.
Pekny clanok, velmi sa mi pacila aj prva cast
Ne, je to kontraproduktivní. Jak píšu v článku, vyleštěné kanály způsobují větší sekundární proudění.
je to zbytecny vyrobni naklad navic a odpor vzduchu (smesi) snizi jen minimalne
to by ma zaujimalo preco vylucujes lestene preplnovacie kanale?