
TomasNBK

7/910
Nymburk
edit:
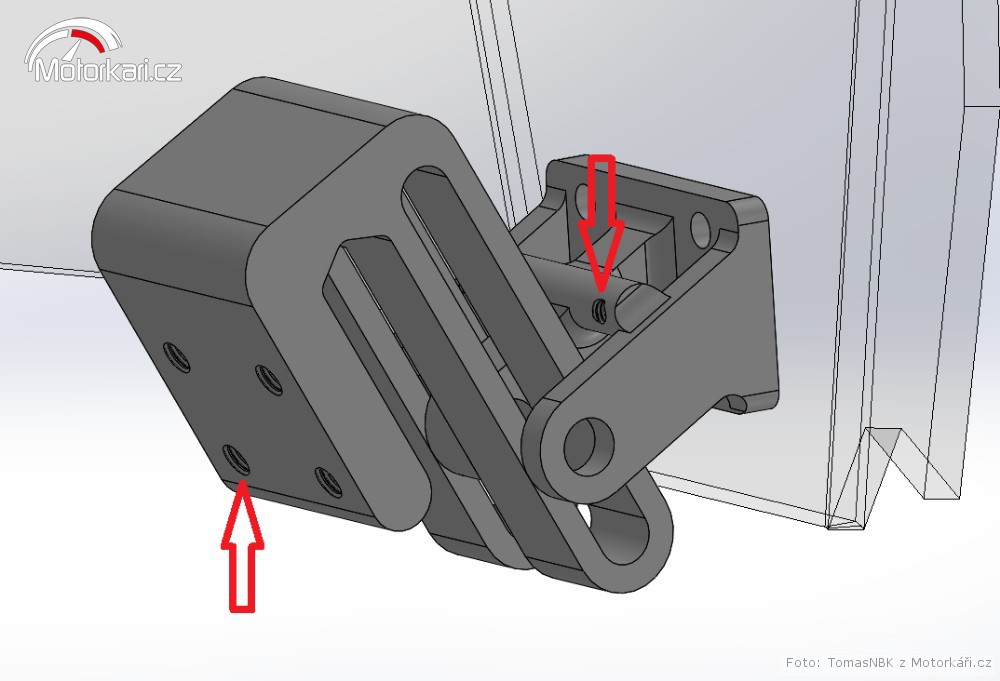
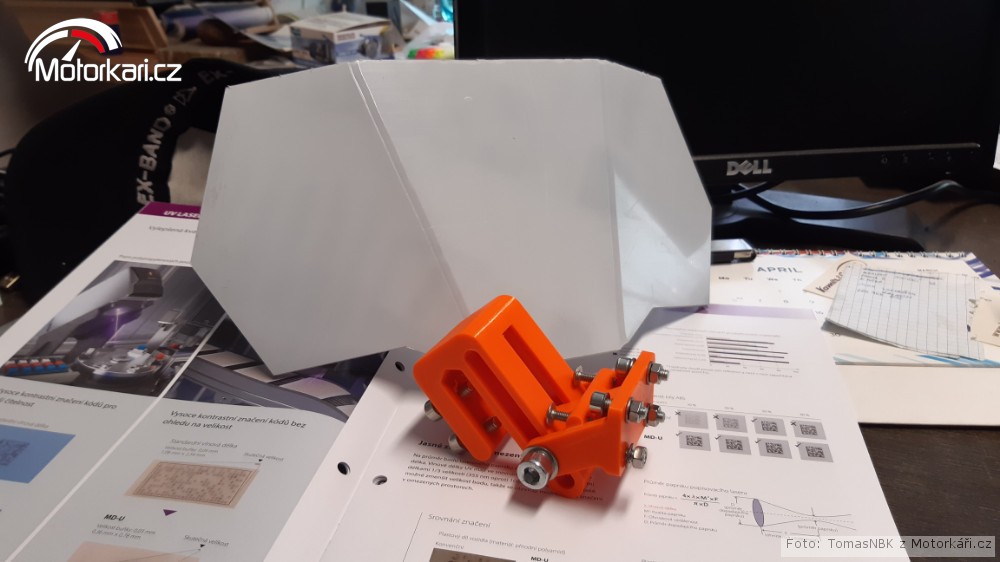
parametry tisku - materiál PETG|tryska 0,4 mm|100% výplň|vrstva 0,15 mm|perimetry 7|min. síla skořepiny 4 mm|podpěry:auto,mezera 0,2 mm|poloha při tisku viz foto níže|teploty a ostatní je individuální
deflektor jsem vyřezal na formátce, ohnul na ohýbačce. Polykarbonát 5 mm
Použité šrouby (nerez): M6 uchycení držáku, M5 deflektor,M4 dodatečné podpěry, M8 hlavní (plánuji nahradit rychloupínákem předního kola z horáku)


Odkaz na STL soubory:
www.uschovna.cz/zasilka/CP88EXHLZEVG8M9F-D7K/76LAMFWER5
Pokud někomu STL nevyhovuje, zde jsou STEP soubory:
www.uschovna.cz/zasilka/CP4PZHANJWZ3KT4R-FHN/ZCIUR2JHK6
Naposledy editováno 15.09.2020 07:01:58
V_i_c_i
39/8704
Bystřice
2 reakcí na tento příspěvek (reakce na) Držák deflektoru-3D tisk
cita29 píše: V_i_c_i> Já osobně jsem s průšou netiskl, jednou jsem to viděl v chodu. Je to konstrukčně trochu jinak udělané a největší výhoda asi fakt v tom že je to uživatelsky nenáročné, už jen ta samotná kalibrace podložky dělá hodně a tudíž nemá problém s tiskem, s enderem je potřeba si pohrát, kalibrovat a pak tiskne pěkně. Průša má dva Z osé motorky na každé staně, ender má jen jeden, a výhoda že se filament vtahuje hned u trysky, ender který má filament veden přes bovden nedokáže pořádně tisknout flexi materiál. Přesnost na desetinu milimetru je hodně slušná, honit nějaký setiny mi přijde u tohohle zbytečné, Můžeš zkusit menší trysku, třeba 0.2, samozřejmě se zvedne doba tisku ale měla by i přesnost, tisknou takhle třeba postavičky z animáků a povrch je kolikrát bez chyby. Taky pak záleží hodně na nastavení, jak ve sliceru, tak už té podložky, napnutí řemenů nebo u enderu dokáže udělat bordel třeba i když není bovden zasunut až na trysku a může se to přicpat, takže je toho dost co si člověk musí hlídat a je to víc o tom hraní si s technikou ![]() Na kalibraci krokování bych se asi vysral, to jsem třeba vůbec neřešil. Spíš dělá vliv nastavení podložky a sliceru, to si musí každý vychytat. Já třeba kalibruju podložku k trysce ve výšce první vrstvy silnějším papírem tak aby se lehce dotýkal. Taky si zkus pohrát s násobičem extruze, to má taky vliv na vytlačování pokud nemáš vrstvy horizontálně hned na sobě. Jednotlivé trysky mezi sebou taky můžou tlačit nepatrně jinak, hlavně když máš od více výrobců, taky s každou tryskou potřeba opět zkalibrovat.
Na kalibraci krokování bych se asi vysral, to jsem třeba vůbec neřešil. Spíš dělá vliv nastavení podložky a sliceru, to si musí každý vychytat. Já třeba kalibruju podložku k trysce ve výšce první vrstvy silnějším papírem tak aby se lehce dotýkal. Taky si zkus pohrát s násobičem extruze, to má taky vliv na vytlačování pokud nemáš vrstvy horizontálně hned na sobě. Jednotlivé trysky mezi sebou taky můžou tlačit nepatrně jinak, hlavně když máš od více výrobců, taky s každou tryskou potřeba opět zkalibrovat.
Na jednu stranu sponujes remeny a na druhe seres na kalibraci krokacu kde tyhle veci kompenzujes. To mi moc nedava smysl.
Jinak ja sel do Endera 5 u ktereho se mi prave libi konstrukce vic nez u Endera 3 nebo Prusi. Tim tedy rozhodne nerikam ze je lepsi a ani nechci srovnavat. Ted se jen vnitrne peru co s tou krivou podlozkou. Varianty mam v hlave asi ctyri...
cita29

11/500
Mohelnice
Jak už jsem říkal, za ty prachy dělá svojí práci bezvadně, dokonce o něco líp než jsem čekal, ale možná od toho čekáš zázraky podle toho co řešíš nebo nevím
stráťa

6/4289
Holubice
V_i_c_i píše: Na jednu stranu sponujes remeny a na druhe seres na kalibraci krokacu kde tyhle veci kompenzujes. To mi moc nedava smysl.
Jinak ja sel do Endera 5 u ktereho se mi prave libi konstrukce vic nez u Endera 3 nebo Prusi. Tim tedy rozhodne nerikam ze je lepsi a ani nechci srovnavat. Ted se jen vnitrne peru co s tou krivou podlozkou. Varianty mam v hlave asi ctyri...
Jak by mohla kalibrace motorku kompenzovat vůle na řemíncích? Pokud nejsou řemínky správně napnutý tak to nikdy nemůže tisknout dobře.
Naposledy editováno 13.09.2020 15:04:55


