
Téma: Držák deflektoru-3D tisk
TomasNBK

offline
7/910
Nymburk
7/910
Nymburk
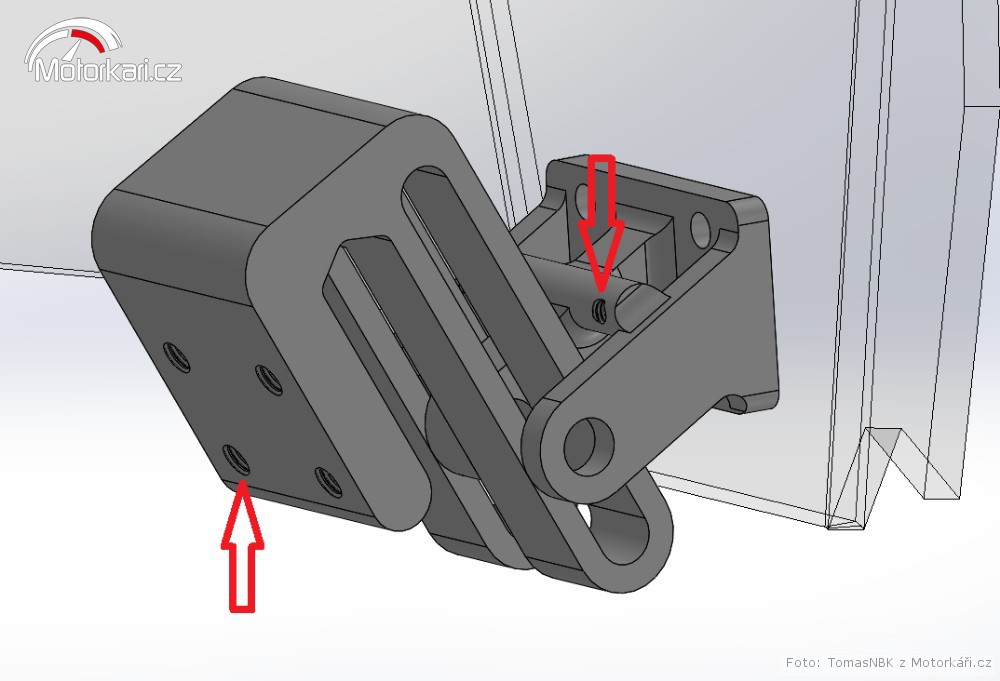
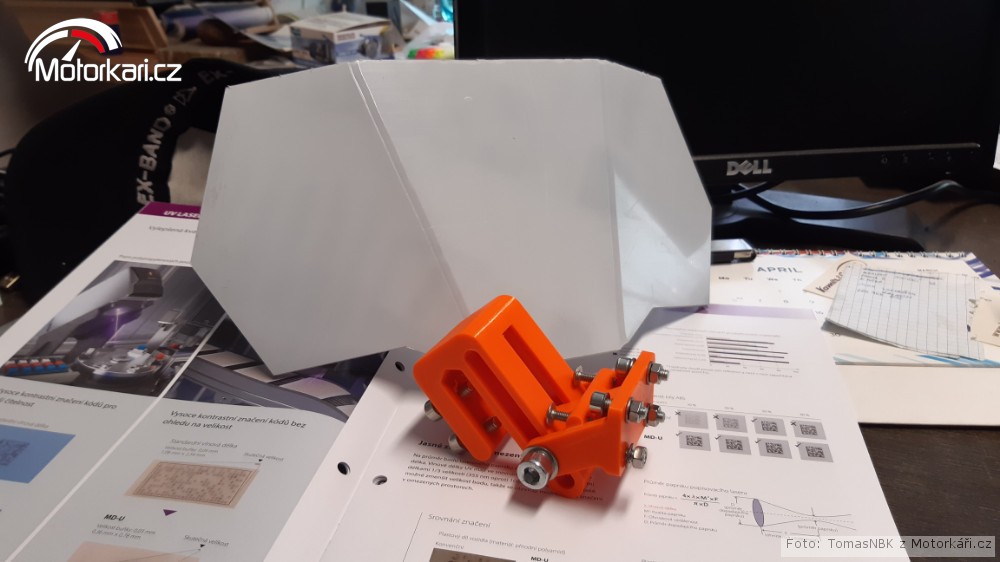
Ahoj, zanesu fórum další kravinou. Zkoušel jsem vytisknout držák deflektoru tak se s Vámi podělím o soubory. Jsou tam závity M4 a M6 (šipky) - doopravil jsem je závitníkem. M6 uchycení mezi dvě gumy. M4 jsou na doladění sklonu a rozložení tlaku. Skrz jde M8. Vím že je to opičárna ... (jinou barvu jsem zrovna neměl) 
edit:
parametry tisku - materiál PETG|tryska 0,4 mm|100% výplň|vrstva 0,15 mm|perimetry 7|min. síla skořepiny 4 mm|podpěry:auto,mezera 0,2 mm|poloha při tisku viz foto níže|teploty a ostatní je individuální
deflektor jsem vyřezal na formátce, ohnul na ohýbačce. Polykarbonát 5 mm
Použité šrouby (nerez): M6 uchycení držáku, M5 deflektor,M4 dodatečné podpěry, M8 hlavní (plánuji nahradit rychloupínákem předního kola z horáku)


Odkaz na STL soubory:
www.uschovna.cz/zasilka/CP88EXHLZEVG8M9F-D7K/76LAMFWER5
Pokud někomu STL nevyhovuje, zde jsou STEP soubory:
www.uschovna.cz/zasilka/CP4PZHANJWZ3KT4R-FHN/ZCIUR2JHK6
Naposledy editováno 15.09.2020 07:01:58
edit:
parametry tisku - materiál PETG|tryska 0,4 mm|100% výplň|vrstva 0,15 mm|perimetry 7|min. síla skořepiny 4 mm|podpěry:auto,mezera 0,2 mm|poloha při tisku viz foto níže|teploty a ostatní je individuální
deflektor jsem vyřezal na formátce, ohnul na ohýbačce. Polykarbonát 5 mm
Použité šrouby (nerez): M6 uchycení držáku, M5 deflektor,M4 dodatečné podpěry, M8 hlavní (plánuji nahradit rychloupínákem předního kola z horáku)
Odkaz na STL soubory:
www.uschovna.cz/zasilka/CP88EXHLZEVG8M9F-D7K/76LAMFWER5
Pokud někomu STL nevyhovuje, zde jsou STEP soubory:
www.uschovna.cz/zasilka/CP4PZHANJWZ3KT4R-FHN/ZCIUR2JHK6
Naposledy editováno 15.09.2020 07:01:58
assassin

Moderátor
offline
20/77844
Horoměřice
offline
20/77844
Horoměřice
1 reakcí na tento příspěvek Držák deflektoru-3D tisk
Jo ta prvni vrstva je u prusi lepsi - ma to automatickej bed leveling. Ja vetsinou jen doladim vysku te prvni vrstvy, u tebe to vypada, ze jsi moc vysoko nad podlozkou. Ten prusovo texturovanej plat dela super povrch. Ale ten horni vytisk na tvem obrazku vypada ok, ta technologie ma svoje limity
V_i_c_i
offline
39/8704
Bystřice
39/8704
Bystřice
assassin píše: Jo ta prvni vrstva je u prusi lepsi - ma to automatickej bed leveling. Ja vetsinou jen doladim vysku te prvni vrstvy, u tebe to vypada, ze jsi moc vysoko nad podlozkou. Ten prusovo texturovanej plat dela super povrch. Ale ten horni vytisk na tvem obrazku vypada ok, ta technologie ma svoje limity
Presne tak. Snizil jsem hotend a vyhodil komplet enderovskou podlozku az na hlinik a vrazil tam sklo. Byla dost kriva. Ale stejne tu krivost i to sklo lehce kopiruje. Jedina sance jak se hnout dal je vymenit zakladni desku a pridat autobed leveling. Hrabat do origo 8bitove desky se mi nechce...
A taky jsem změnil slicer z Cury na Průšu kde jsem schopen snížit rychlost tisku první vrstvy. V Cure jsem to nenašel a ten slicer od Průši mi přijde takový více user friendly.
Jeste zkusim podlozit nebo vymenit ty pruzinky na bedu. Moc nepruzi.
Naposledy editováno 09.09.2020 12:34:17
Pro vložení příspěvku se musíte přihlásit nebo registrovat.


