

GSpower

7/62
Libňatov
dewwil

25/16981
Krchov
dewwil
25/16981
Krchov
Naposledy editováno 23.07.2017 11:30:01
GSpower
7/62
Libňatov
1 reakcí na tento příspěvek Výroba klikové hřídele
dewwil
25/16981
Krchov
kerut

1/11938
Praha
navic radovej 2T ctyrval teda nevim, nevim, to bude narocny i pro fabriku.. co si pamatuju tak honda (NSR500) mela V-ecko, Yamaha ve stejne tride tusim snad neco jako "paralelne spojeny dva dvouvalce se dvema klikama"... seriove je takovymu pocinu nejbliz asi NS400R (3 valce, dva dopredu jeden dozadu..)
45kkc za kliku je podle me uz docela palka, kdyz sezenes rozumnou a ochotnou firmu tak obrabeni, vyvazovani i zuslechtovani vyjde urcite na min.. typoval bych ze by ses mohl do tretiny az pulky vejit, (ale zas teda fakt hadam - nejsem ani kovoobrabec ani kalic..)
...jenze furt je problem viz vise - kdyz to navrhnes blbe, budes mit v celku drahy tezitko
...a jinak bych vubec namisto nadhazovani tematu a loveni "rozumu" na m.cz daleko spis poshanel skripta z oboru spalovaci motory, tam se kupodivu i ledacos zajimavyho dozvis
Dolph-cz

70/12416
Příbor
GSpower píše: Sorry. Gsxr jsem tam dal, protože to po mě chtělo nějakou motorku, jinak to nešlo zveřejnit. Jinak stavim řadový dvoutaktní čtyřválec...
nechci tě podceňovat,ale pokud nedokážeš navrhnout ani materiál a jeho následné zušlechtění,tak jak chceš navrhnout a vypočítat celou konstrukci kliky?
pokud by jsi dělal sekačku na trávu s výkonem 5,5 k ,tak se to nějak uplácá,ale 2t 4válec?to bude výkon jako hovado........
RAMIR
49/597
Bácovice
jinak bych byl moc rád když by se to povedlo určitě by to bylo dost zajímavé mám moc rád tyhle "domácí" stavby
GSpower
7/62
Libňatov
Maxipes_Fík

10/1259
Pňovice
GSpower
7/62
Libňatov
1 reakcí na tento příspěvek Výroba klikové hřídele
Mňojo

2/1452
Komárov
1 reakcí na tento příspěvek Výroba klikové hřídele
Naposledy editováno 24.07.2017 06:36:01
Dolph-cz
70/12416
Příbor
když budeš znát rozměry,můžeš si to vypočíst,lisovaný spoj může přenášet:
osovou sílu – F * d * l * f * p
kroutící moment – MK 0,5 * d2 * l * f * p
bezpečnost proti prokluzu: k = 1,5 2, Msv k * Mk
kerut
1/11938
Praha
Torino
0/255
Zvonovice
Dolph-cz
70/12416
Příbor
1 reakcí na tento příspěvek Výroba klikové hřídele
vím o člověku,co sériově stavěl funkční jednovácové motory a když se pak pokoušel z toho udělat dvouválec,tak si vylámal zuby......
Vítězslav_Máří

22/3207
Chrastava
1 reakcí na tento příspěvek (reakce na) Výroba klikové hřídele
Dolph-cz píše: ..........další věc,jak chceš vyřešit opěrné ložiska mezi klikama?každý trošku lepší dvouvál má ty ložiska 2 vedle sebe,protože jedno to neunese a k tomu mezi ně labyrint,při šířce 4 klikovek by měl ten motor metr!!
vím o člověku,co sériově stavěl funkční jednovácové motory a když se pak pokoušel z toho udělat dvouválec,tak si vylámal zuby......
Viděl jsi video z Maďarska, jak tam honí něco co vypadá jako Jawa 350 a má to šestiválec, kde má vedle sebe 6 válců z 350 a ten motor chodí a zdaleka nemá víc jak metr na šířku. Zvuk super a jede mu to také pěkně.
kratkej01

6/2706
Lhota
Dolph-cz
70/12416
Příbor
Vítězslav_Máří píše: Viděl jsi video z Maďarska, jak tam honí něco co vypadá jako Jawa 350 a má to šestiválec, kde má vedle sebe 6 válců z 350 a ten motor chodí a zdaleka nemá víc jak metr na šířku. Zvuk super a jede mu to také pěkně.
jo,to jsem viděl
neříkám,že je to nemožné,jsou lidi,co mají veliké znalosti a možnosti.....,jen pochybuju,že se na fórech vyptával,jaký přesah použít pro lisovaný spoj....
Naposledy editováno 24.07.2017 08:06:46
Tifone

4/15310
Lučany nad Nisou
1 reakcí na tento příspěvek (reakce na) Výroba klikové hřídele
Mňojo píše: Čepy bych osobně dělal z klasiky 14 220 , nechat nacementovat ale zbytek nemám potuchy
Na čepy je to málo. je potřeba materiál 16220 nebo lépe 16720 ,ale ten už je velmi těžko k sehnání.
Cemetovat 0,4-0,6mm, kalit popustit na 53-55HRC
z 14220 tak max. setrvačníky,
přesah na čepech .. co na to říct: strašně záleží na průměru čepu a tím na ploše kterou to bude držet. na malé motory (do 50ccm) se dělá přesah tak 0,03-0,035mm u velkých motorů (okolo 250ccm) se dělá přesah 0,07-0,075mm,ale jak píšu záleží na průměru toho čepu.
PETARDAK

22/3236
Nový Jičín
1 reakcí na tento příspěvek (reakce na) Výroba klikové hřídele
Tifone píše: Na čepy je to málo. je potřeba materiál 16220 nebo lépe 16720 ,ale ten už je velmi těžko k sehnání.
Cemetovat 0,4-0,6mm, kalit popustit na 53-55HRC
z 14220 tak max. setrvačníky,
přesah na čepech .. co na to říct: strašně záleží na průměru čepu a tím na ploše kterou to bude držet. na malé motory (do 50ccm) se dělá přesah tak 0,03-0,035mm u velkých motorů (okolo 250ccm) se dělá přesah 0,07-0,075mm,ale jak píšu záleží na průměru toho čepu.
Není tam chyba? Cementačka "POLDI-HOR" je 16 420 né 16 220??? jinak souhlas
Naposledy editováno 24.07.2017 09:48:38
GSpower
7/62
Libňatov
PETARDAK
22/3236
Nový Jičín
2 reakcí na tento příspěvek Výroba klikové hřídele
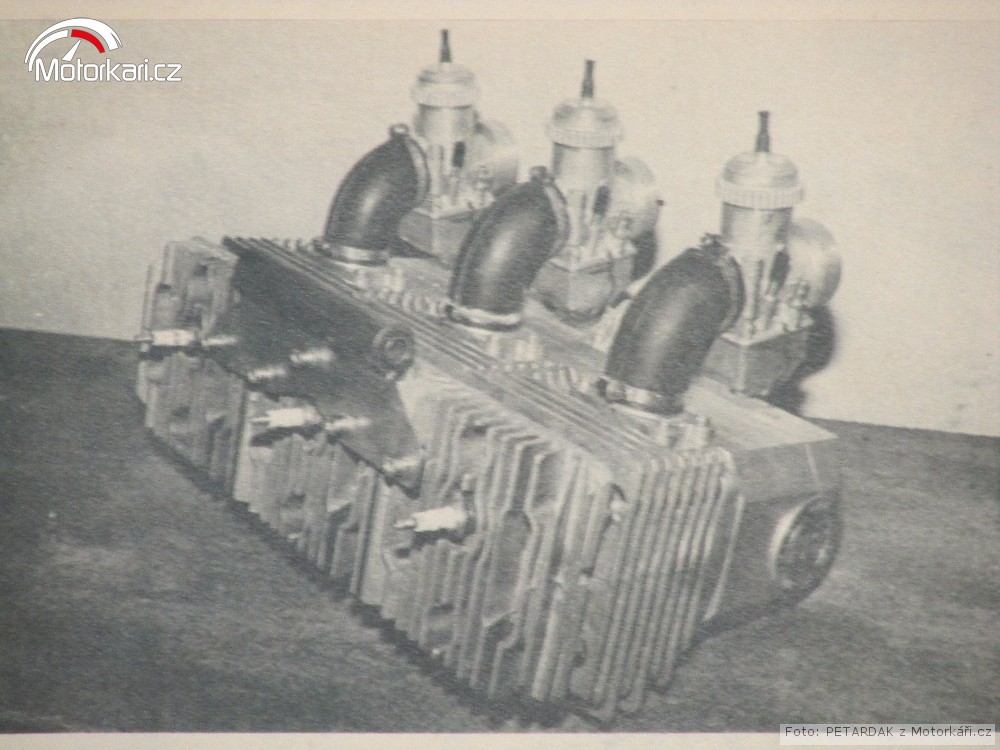
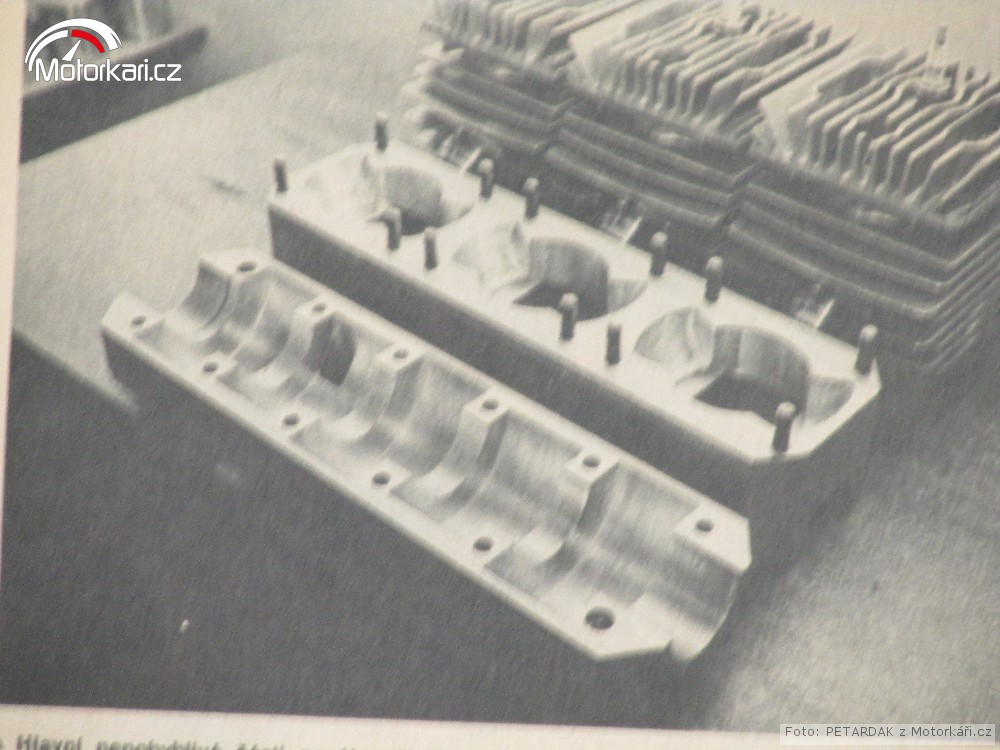
Problém je že u "více" válce potřebuješ silné čepy (i hlavní i ojniční) a pokud nemáš extra velký zdvih, tak je kritické místo setrváků můstek, mezi dírama pro hlavní a oj.čep... po pnutí od nalisování obou čepů + namáhání přenosem výkonu ten můstek rád praská... a pokud chceš vyrobit setrvák vždy vcelku s jedním čepem, můsí to být předkované!!! Jinak to i při velkém přechodové rádiusu, praská na "vrubovou houževnatost"...
GSpower
7/62
Libňatov
1 reakcí na tento příspěvek Výroba klikové hřídele
GSpower
7/62
Libňatov
1 reakcí na tento příspěvek Výroba klikové hřídele
Dolph-cz
70/12416
Příbor
GSpower píše: Krása. Nestavím závoďák, bude to všechno z prskoletu 50ccm cca 4koně
to jsi měl napsat hned na začátku!
tím se to hodně zredukuje,například hlavní čepy 50mm,jsou šíleně moc,na ojnicích nebudeš mít ani polovinu.navíc velké ložisko znamená i velká vůle a velké rotující hmoty,to je taky nežádoucí.
Dolph-cz
70/12416
Příbor
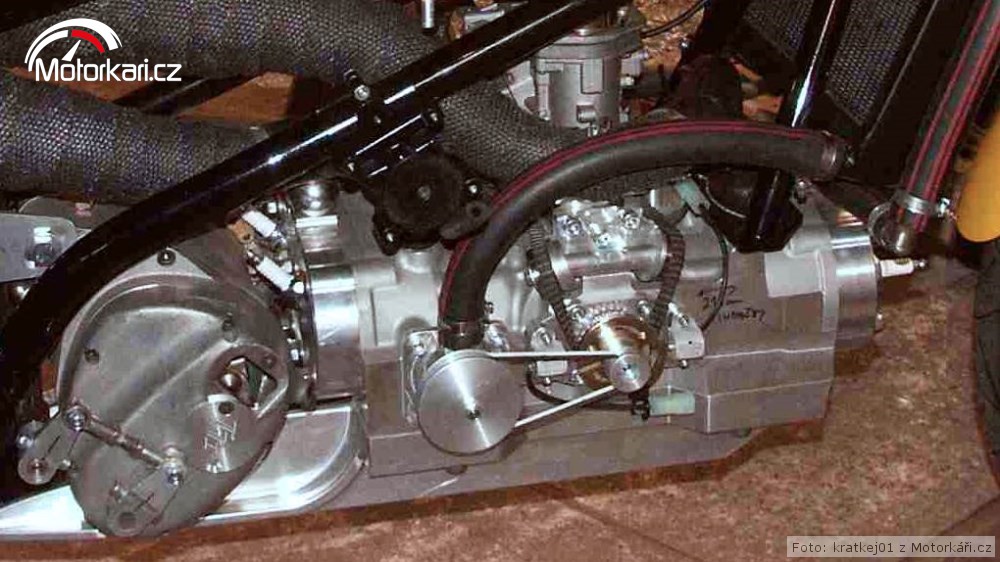
PETARDAK píše: Pár "ostrých" 2T motorů s 2, 3, i 4 válci jsem vyrobil, fotek moc nemám a v mizerné kvalitě... ale třeba ten 3vál měl kliku na 6ti ložiskách, kvůli tepelné roztažnosti dlouhého bloku, bylo 5x válečkoné a jen 1x kuličkové, které kliku axiálně vedlo a mezi ložisky vždy 2x labyrint. Hlavně takhle dlouhá lisovaná klika, u více válce, se bude "kroutit" a proto byl odběr výkonu u 3vál. mezi prvním a druhým válcem a u 4válu mezi 2. a 3.
Problém je že u "více" válce potřebuješ silné čepy (i hlavní i ojniční) a pokud nemáš extra velký zdvih, tak je kritické místo setrváků můstek, mezi dírama pro hlavní a oj.čep... po pnutí od nalisování obou čepů + namáhání přenosem výkonu ten můstek rád praská... a pokud chceš vyrobit setrvák vždy vcelku s jedním čepem, můsí to být předkované!!! Jinak to i při velkém přechodové rádiusu, praská na "vrubovou houževnatost"...
dobře ty
PETARDAK
22/3236
Nový Jičín
GSpower píše: Další věc je, že musím dát zapalování á90º aby se mě to vešlo. Je to 2t, tak by to mohlo být asi jedno, jaký bude pořadí ne? Dal bych to od prvního válce po 90º a každá čtvrtotáčka bude pálit. ???
-U 4válce/2T se velmi často používá jen dvojí zapalování a pálí 2 a 2 válce současně... m.j. tak funguje i ten KONIG, zmiňovaný výše
-i u takto slabého stroje, "musíš" (u lisované kliky) brát výkon mezi válci a ne na konci, jinak se ta klika bude kroutit a praskat
Naposledy editováno 24.07.2017 11:56:00
GSpower
7/62
Libňatov
1 reakcí na tento příspěvek Výroba klikové hřídele
Dolph-cz
70/12416
Příbor
1 reakcí na tento příspěvek (reakce na) Výroba klikové hřídele
GSpower píše: Ano, výkon vezmu mezi 2 a 3 válcem asi na přímá kola. Jen mě nenapadá důvod, proč bych nemohl dát válce po 90 °??
po 90° to dát můžeš,ale stačí ti dvě dvojté indukční cívky-jedna pro 0 a 180,druhá pro 90 a 240.
PETARDAK
22/3236
Nový Jičín
3 reakcí na tento příspěvek (reakce na) Výroba klikové hřídele
Dolph-cz píše: po 90° to dát můžeš,ale stačí ti dvě dvojté indukční cívky-jedna pro 0 a 180,druhá pro 90 a 240.
Nejsem si jistý, že u 2T, který při D.Ú. už vlastně dokončuje přefuk, by ta plonkovní jiskra nemohla dělat paseku... u 4T je to samo, běžné, ale tam při H.Ú. při střihu ventilů, ta jiskra navíc, ničemu nevadí...
| Téma | Autor | Odp. | Posl. příspěvek |
|---|---|---|---|
| Okruhová sezóna 2024 :-) [1 ... 1171, 1172] Yamaha YZF-R1, Suzuki GSX-R 1000, Triumph Daytona 67... | Ozzy_ | 35136 | Včera v 22:30 Ozzy_ |
| EWC 2023, 2022 24h Le Mans, Spa, S... [1 ... 17, 18] Yamaha YZF-R1, Suzuki GSX-R 1000, Honda CBR 1000RR F... | Ariete | 522 | 6.4.2024 v 21:04 BlackSabbath |
| Katalyzátor + homologované výfuky Suzuki GSX-R 1000 | Baca13 | 2 | 25.3.2024 v 11:45 Gahan37 |
| Třese se předek motorky při ostrém ... [1, 2, 3] Suzuki GSX-R 1000 | mara-fous-k3 | 62 | 19.10.2023 v 22:13 assassin |
| Kterou vybrat R1, GSX-R 1000, CBR 1... Yamaha YZF-R1, Suzuki GSX-R 1000, Honda CBR 1000RR F... | Eqwidirium | 3 | 10.10.2023 v 08:11 Ozzy_ |


